我们为您准备了鄂州(当地)不锈钢复合管 不锈钢复合管护栏正规厂家产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
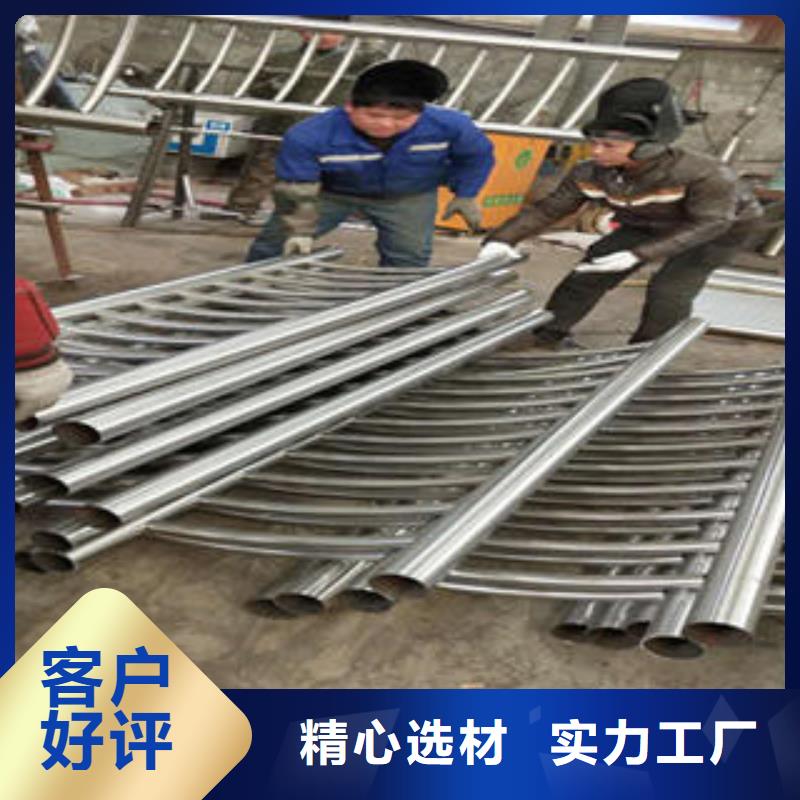
以下是:鄂州(当地)不锈钢复合管 不锈钢复合管护栏正规厂家的图文介绍
诚通金属材料 有限公司的质量方针是:以市场为中心,加强 鄂州公路防撞护栏质量保障,开拓 鄂州公路防撞护栏技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢桥梁护栏对焊缝的要求是什么
按不锈钢桥梁护栏焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。
对接焊缝:
按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。未焊透的对接焊缝受力很小,而且有严重的应力集中。焊透的对接焊缝简称对接焊缝。
为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式.当间隙过大(3~6mm)时,可在V形缝及单边V形缝、I形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,若不影响其使用,两端可留在焊件上,否则焊接完成后应切去。
?美化时,需要充分考虑不锈钢桥梁护栏的通透性,因为从公路内部景观的角度来看,车内驾驶人员所看到的是连续移动的景观,包括桥梁护栏的形状和色彩,而不是细部结构,那么就要求桥梁护栏具有良好的通透性,以便与周围的景色相协调。
??美化不锈钢桥梁护栏要采用与人有亲和力的设计和材料,对可能与车辆或行人接触的部分要妥善处理,避免对人造成伤害。另外,桥梁护栏美化要降低刚度桥梁护栏的存在感,通过采用组合式桥梁护栏,种植藤类植物,来遮盖砼墙和降低砼桥梁护栏表面的亮度等措施,那么就可以降低刚性桥梁护栏对行车造成的压抑感。
我公司拥有专业的焊接队伍,国际标准承接各种大中小工程。
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")

不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")
碳素钢复合管q235防撞设施栏杆立柱之间的间距多少合适?
Q235防撞设施栏杆介绍:
规格:高1.2米,立柱间距2米。(可按客户要求)
材质:常用304不锈钢复合管或201不锈钢复合管。
适用范围:桥梁/河道护栏、景观护栏、城市护栏、河道景观护栏、人行扶手、城市过街天桥等护栏。
优点:不锈钢碳素钢复合管兼具不锈钢抗腐蚀耐磨性能、以及碳素钢良好的抗弯强度及抗冲击性和外表美观、价格低廉等优点
立柱颜色:(可按客户要求)。
安装方式:钢板立柱焊接或用膨胀螺丝连接。
立柱:现代桥梁护栏采用直接方钢作为立柱,或扁钢焊接制作立柱,立柱通过镀锌工艺处理,再喷涂防腐漆进一步提供防腐蚀性,并增加美观性,随处在潮湿环境,表面仍然具有很好的耐腐蚀性,经久耐用。通过预先在基座中放置预埋件,将立柱与预埋焊接固定,立柱固定十分牢固,可靠,满足桥梁护栏防止车辆撞击的需求。
扶手:不论是桥梁护栏的扶手,还是河道护栏的扶手,现代设计制作中普遍采用不锈钢复合管,不锈钢复合管兼顾不锈钢的防腐性和美观性,又具有普通碳素钢优异的金属塑形特征。
产品安装:桥梁护栏与河道护栏的施工安装必须遵守相关的施工设计准则。首先需要确定施工的技术要求,施工中的注意事项主要有预埋件的安装,立柱焊接对基底混凝土的破坏,扶手焊接工艺的选择,焊接点的防腐防锈处理。
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")
不锈钢复合管 不锈钢复合管护栏正规厂家")
201复合管桥梁护栏不锈钢复合管加工需要注意什么
201复合管桥梁护栏/栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性,是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的护栏/栏杆,不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线.201复合管桥梁护栏施工时注意问题:护栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。当立柱打入过深时,不得将立柱拔出矫正,需将其余全部拔出,将其基础重新夯实后再打入,或调整立柱位置。桥梁护栏应安装法兰盘,注意法兰盘的定位和立柱顶面标高的控制。
不锈钢复合管护栏立柱安装采用螺栓连接时,立杆底部金属板上的孔眼应加工成腰圆形孔,以备膨胀螺栓位置不符,安装时可作小调整。施工时,在安装立杆基层部位,用电钻钻孔打入膨胀螺栓后,连接立杆并稍作固定,安装标高有误差时用金属薄垫片调整,经垂直、标高校正后固紧螺帽。 两端立杆安装完毕后,拉通线用同样方法安装其余立杆。立杆安装必须牢固,不得松动。立杆焊接以及螺栓连接部位,除不锈钢外,在安装完后,均应进行防腐防锈处理,并且不得外露,应在根部安装装饰罩或盖。
不锈钢复合管加工需要注意的什么问题:一,经过热轧、退火、酸洗和除鳞。处理后的钢板表面是一种黯淡表面,有点粗糙。二,经过冷轧、退火、除鳞, 用毛面辊轻轧。这是建筑应用中最常用的,除在退火和除鳞后用抛光辊进行 一道轻度冷轧外,其它工艺与2D相同,表面略有些发 光,可以进行抛光处理;三,光亮退火:这是一种反射性表面,经过抛光辊轧制并在可控气氛中进行最终退火。光亮退火仍保持其反射表面,而且不产生氧化皮。由于光 亮退火过程中不发生氧化反应,所以,不需要再进行酸洗和钝化处理。四,抛光表面加工:表面经过均匀地研磨,磨料粒度为80~100;毛面抛光,表面有均匀的直纹,通常是用粒度为180~200的砂带在2A或2B板上一次抛磨而成。五,单向表面加工:反射性不强,这种表面加工可能在建筑应用中用途最广。其工艺步骤是先用粗磨料抛光, 再用粒度为180的磨料研磨。






 扫一扫
扫一扫